


据位于罗得岛北金斯敦的 Hexagon Manufacturing Intelligence 激光跟踪器产品经理 Joel Martin 称,激光线扫描仪已开始广泛使用。新用户发现激光扫描仪的主要吸引力在于速度和易用性。 “你挥手让他们越过这个部分。你最终得到一个点云。每个人都很开心,”马丁说。过去阻止更广泛使用的是激光扫描仪的感知权衡。使用一个通常意味着牺牲准确性或处理嘈杂的数据。材料也存在局限性,激光难以处理一些有光泽或反差强烈的表面。
 计量级激光扫描仪正在扩大其应用范围。
计量级激光扫描仪正在扩大其应用范围。然而,那些旧观念正在成为错误的看法技术进步的冲击。
Martin 表示,改进包括光学、计算能力、软件和算法以及当今激光器的质量,例如低散斑蓝光激光器。噪音和准确性都有所改善。甚至速度,它们的主要吸引力,也有所提高,在一些高端模型中,收集率达到每秒数百万个点。新型号重量轻且易于操作,重量通常为一磅或更轻。新用途涵盖航空航天、汽车、重工业和建筑设备行业。
“如果您上次看到激光扫描仪是在两年前,那么请再看一遍,”Martin 说。 “技术发展如此之快,以至于你 [当时] 看到的已经更好了。”
新功能、应用
每一类改进 — 更快的速度、更少的噪音和更多的表面——开启了新的应用程序。 “例如,你现在看到激光线扫描仪在低噪声非常关键的应用,”Martin 说。
激光线扫描仪现在成熟的应用之一是逆向工程或零件到 CAD,测量在需要 3D 纸质图纸的时代生产的零件根据 Martin 的说法,当今用于改造和改进的 CAD 模型。此应用对较高水平的噪声特别敏感,而新型激光器可以胜任这项任务。
尽管激光线扫描仪使用起来非常简单,但仍可定制其性能规格以针对特定应用进行调整。通过将便携式激光扫描仪与在扫描仪上拾取反射器的干涉激光跟踪器相结合,可以实现大面积的更高精度。如果保持对跟踪器设备的视线,则可以很容易地非常准确地测量大面积区域(例如车身或飞机结构),精度在 50-100 µm 以内,从而快速构建完整的数据集。 Hexagon 还是激光跟踪设备的供应商,并提供完整的系统跟踪器和扫描仪。
在点云的采集宽度和分辨率之间需要权衡。 “如果您正在尝试收集飞机机翼的数据以对其进行逆向工程,您不想使用具有 3”(76.2 毫米)宽扫描线的扫描仪,这就像用 3” 粉刷您的房子一样刷,”马丁解释道。 “因此,例如,对于飞机机翼等较大的部件,我们提供具有 2'(0.6 米)扫描线和 3'(0.9 米)景深的 LAS XL,并结合激光跟踪器以提高精度” Hexagon 现在已经确定了如此多的不同应用,因此它提供了十种不同的激光扫描仪,这些激光扫描仪具有经过调整的性能规格。
改进的总和也使它们更易于使用,即使对于新手也是如此。这意味着无需再费心设置以获得最佳收藏。最新的系统自动调整就像智能手机中的相机一样容易。事实上,这并非巧合。
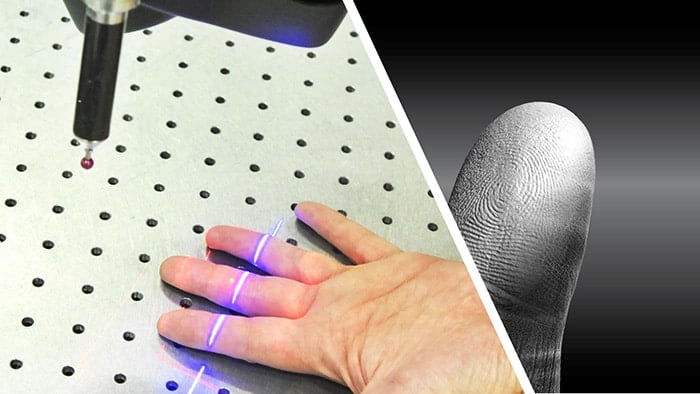 扫描指纹展示了当今激光线扫描仪能够测量的细节水平。(由 Nikon Metrology 提供)
扫描指纹展示了当今激光线扫描仪能够测量的细节水平。(由 Nikon Metrology 提供)“在工业市场上,收集光学器件和检测器的商业市场的巨大改进帮助了我们”,Martin 说。他指出出于公司最新激光线扫描仪产品 RS6 的功能,海克斯康开发了一种称为 SHINE(系统高智能噪声消除)的算法,旨在与其 Absolute Arm 七轴 PCCM 一起使用,据该公司称,它利用当今图像传感器的高刷新率和快速计算结合激光反射的多次曝光,以实现更高质量和更准确的测量。
“它类似于 HDR 功能将高曝光和低曝光图像结合起来以获得更好的收藏效果,”他说,“但没有 HDR 通常带来的图像重复。对于激光扫描仪而言,这很重要,因为这意味着在难以扫描的表面上帧速率永远不会降低,这与其他激光扫描仪不同。”
RS6 通过包含一个接触式探头结合了最好的计量学连同其非接触式激光扫描仪。为了提高可用性,它的重量仅为 14 盎司(400 克)。 RS6 和绝对臂的组合精度已根据 ISO 10360-8 附录 D 进行认证,可提供低至 41 µm 的值,具体取决于臂的长度。 “说明组合臂和传感器的准确性非常重要,”Martin 解释说。 “不是每一个都单独使用。”
适用于复杂零件
位于密歇根州布莱顿的 Nikon Metrology Inc. 应用经理 Matthew Gibbons 观察到,激光线扫描的最佳应用是标准杆具有轮廓和复合形状的 ts,例如冲压金属板、注塑塑料和铸件。
“对于铸件,公差更加开放,这使得它们特别适合激光,”他说。 “软零件也是理想的选择,例如汽车内饰和橡胶部件,接触式探针可能会使零件变形。激光不会影响测量。”他同意激光技术的进步开辟了更多此类应用,因为速度提高了,准确性提高了,而且辨别力的进步意味着可以测量更多材料,例如黑色或光滑表面。
尼康提供三种不同的型号手持式扫描仪,每种都针对不同的应用。随着该领域的改进,尼康开发了增强型传感器性能 (ESP3) 算法,用于其 KScan 和 MMDx 手持式扫描仪。
改进后的 ESP4 用于其 H120。 ESP 为每个点提供激光强度的实时动态调整,根据公司。它允许扫描具有强烈颜色过渡和不同反射率的部件,并且不需要用户交互,因此易于使用。智能反射控制是另一项功能,用于测量闪亮或抛光材料。
虽然 MMDx 的帧速率为 150 Hz,但 H120 拥有 450 Hz(以及低散斑蓝色激光来源。)MMDx 和 H120 都配备了接触式探头,具有更大的灵活性。
“H120 每秒可收集多达 450,000 个点,蓝光激光无疑有助于降低噪音并提高准确性, ”吉本斯说。他还提到了尼康提供的光学器件,尼康是相机商业级镜头的主要供应商之一。 “这意味着我们可以扫描非常精细的细节,例如钣金件的边缘,”他说。
Gibbons 还认为,大多数潜在用户都对这项技术感到满意。它已经失去了新鲜感,而且大多数人都知道它的能力能力。 “如今,大多数客户都希望完全复制[现有系统],[例如]他们使用带有接触式探头的 CMM 所做的事情,”他说。 “在很多情况下,我们可以做到这一点。”不过,并非总是如此。这包括视线问题,与专业接触式探针相比,深入小开口可能很困难。清晰的部分仍然是一个问题。
 iScan 激光线扫描仪作为 API 的 Radian 线激光跟踪仪的一个选项提供,如图所示使用两条激光线收集表面数据。 (由 API 提供)
iScan 激光线扫描仪作为 API 的 Radian 线激光跟踪仪的一个选项提供,如图所示使用两条激光线收集表面数据。 (由 API 提供)对于精度规格,尼康还报告了定义程序中组合臂和传感器的精度。例如,Gibbons 表示,安装在 MCAx25+ 便携式手臂上的 H120 的精度为 32 µm 至 2 σ,这意味着至少 95% 的测量点ts 将在 32 µm 规格范围内。
他同意其他人的看法,即激光扫描仪的未来发展将遵循现有趋势,包括更快的收集速度、处理更多种类的具有挑战性的表面和更好的噪声抑制。激光线扫描的新应用包括那些本身就是新的应用,例如新兴的增材制造世界。
“我们看到人们对增材制造零件的激光扫描很感兴趣,因为它们将直接投入生产,进入制造和组装,”Gibbons 说。此类零件具有复杂的表面,激光扫描似乎是捕获它们进行测量的理想选择。
过程控制的多功能性
据 Automated Precision Inc. (API) 的工程总监 Nadir Shah 说马里兰州罗克维尔市的扫描仪可节省工作量、资源和时间。 “扫描仪可以测量任何轮廓、任何形状,[快速],无论零件在哪里,包括生产线,”他说。
Shah 同意扫描质量已经提高到现在甚至可以使用激光扫描仪准确测量表面粗糙的零件。不仅光学、激光和加工得到了改进,而且工程师们还对架构和配置进行了创新。例如,现在有使用多条线以获得更好角度覆盖的激光线扫描仪。 “它们还改变了宽度和距离,以及多条投影线”,以提高准确性并减少噪音,他说。噪声抑制算法也得到了改进。
 便携臂上的激光扫描仪通常结合一个接触式探头以提供灵活的测量选项。 (由 Nikon Metrology 提供)
便携臂上的激光扫描仪通常结合一个接触式探头以提供灵活的测量选项。 (由 Nikon Metrology 提供)“大多数汽车原始设备制造商或零部件制造商都在实施线扫描仪和面扫描仪 [结构光] s内联解决方案,其中零件是 100% 制造和检查的,”Shah 说。他还指出,他们正在超越简单地将其用于在线质量、在制造时拒绝零件,并且正在使用扫描仪数据进行过程控制。例如,有些正在使用扫描数据来询问焊接机器人是否在正确的位置和其他过程问题。 Shah 表示,由于需要昂贵的夹具和设备本身的速度,这种快速的在线检测很难用久经考验的 CMM 完成。
他也指出随着扫描仪的改进,出现了新的应用,特别是在航空航天领域,混合材料部件中使用了更多的复合材料。 “飞机的舱门将采用铝材,也许是其他一些合金,也许是一些复合材料。我们有一位客户正在使用我们的一台扫描仪查看一个大型组件,该组件由 80% 的复合材料、15% 的铝以及其余的钢和其他合金组成,”他前抱怨。使用 API 的扫描仪之一,客户现在可以通过单一设置对该混合材料零件进行 100% 的检测。
“在使用扫描仪之前,他们没有进行 100% 的检测,而是依靠在他们组装飞机时检查质量问题,”他说。这是纠正错误过程的后期。根据 Shah 的说法,用于过程控制的扫描数据只会增长。
API 提供两种版本的激光扫描仪。一种是名为 iScan 的线扫描仪,可与 API 的 Radian 激光跟踪器配合使用以提高准确性。另一种是专为大规模扫描和建筑工作而设计的 3D 扫描仪,例如建筑信息模型 (BIM)。 iScan 作为其 Radian 系列激光跟踪仪的选件提供,重量仅为 1.2 千克,扫描速度高达每秒 100,000 个点。它可以扫描反光表面和深色表面,并有一个旋转头,可提供 360º 的偏航和滚动,以便“在有限的传感器定位,”根据 API。它的 2 σ 精度是由于它与 Radian 激光跟踪器配对,并且在更近的范围内更好。标称的精度在 7 m 时为 50 µm,在 15 m 时为 80 µm。



